



全自动焊接机应用——解 决 方 案

全自动焊接机系统设备,可以将没有引脚的金属化薄膜电容器芯子毛坯上的电极与引脚焊接起来。ADTEK针对该工艺设计了使用高速采集峰值转换器PC1的可靠性品质检测及解决方案,用于捕捉焊接瞬间电流信号。
01
工作要求
-
不良率:控制产品不良率<2‰ -
自动化程度:全自动装配操作焊接系统 -
自动送料:中心转盘36个位置同时自动送料 -
检测质量:全程检测每PCS的焊接电流,自动挑选不良品 -
高速采集峰值:采用ADTEK 3ms高速采集峰值转换器PC1来抓焊接瞬间电流信号的可靠性品质检测及优化。
02
应用架构
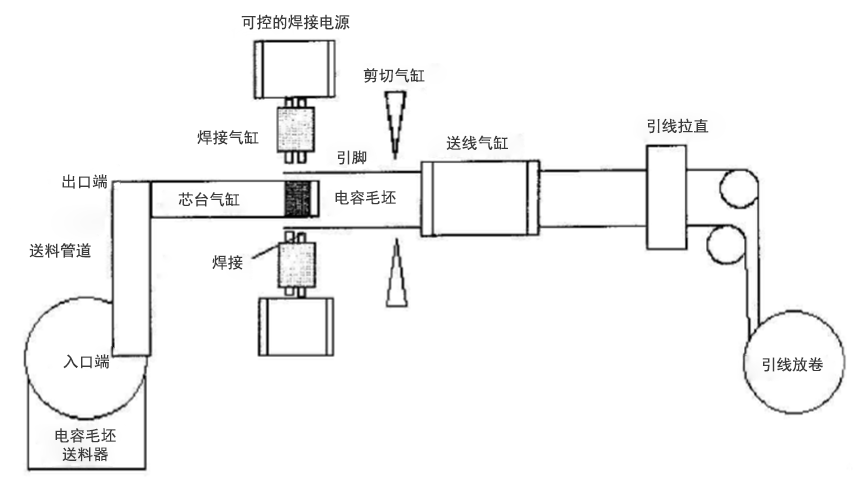
简要介绍设计的系统工作过程,电容毛坯送料器是一个震动器送料器,它将电容器芯子毛坯送入送料管道入口端,并排列输送到送料管道的出口端。焊接之前,送料管道出口端的电容器芯子毛坯被芯台气缸送到电容器焊接工位上。引线开始被卷绕在引线放卷处。通过选用一定行程的送线气缸从引线放卷拉出一定长度的引线送到引脚焊接工位上,在拉出过程中由引线拉直装置将引线拉直拉紧。
焊接气缸将焊接电极送到焊接工位上进行焊接。焊接结束后,剪切气缸将引线剪切,并退回焊接气缸和芯台气缸。在重力的作用下,焊接好的电容器掉到下面的成品盘中。
03
PC1应用

在焊接器电流回路位置加入分流器UA-SHT,然后接PC1监测峰值电流并发送信号给PLC系统,PLC接受电流作为判断品质因素,做出后续响应。

04
PC1特点
通过方案的导入,可以很清楚知道改进的方向和方法;使之能进一步满足生产和检验的需求,真正做到质量的提高,为持续竞争和价格保障创造有利条件。
该产品研发完全符合设备的生产速率达日产25000-28000只/台班,所以,要求通电电流较大且时间短,大小和维持时间不能过大于烧传焊件,也不能过小导致焊接质量不佳和不高的生产速率。PC1以适合高速高精度测量峰值焊接的技术而生。
焊接点质量优化与检查-全自动焊接机应用现场照片



